

O maszynie
Klasyczny przepływ produkcji mebli korpusowych zakłada, że po okleiniarce element trafia na wiertarkę wielowrzecionową, gdzie powstają otwory montażowe boczne — pod konfirmaty, mimośrody i kołki. To dodatkowe stanowisko, dodatkowy handling i ryzyko uszkodzenia świeżo oklejonej krawędzi. Agregat wpina się w okleiniarkę i wykonuje wiercenie boczne równolegle do okleinowania — element wychodzi z okleiniarki gotowy do montażu, o jeden proces produkcyjny mniej.
Wiercenie realizuje głowica o napędzie magnetolewitacyjnym — przyspieszenie 10 m/s² i reakcja milisekundowa nadają jej charakterystykę wyrzutni elektromagnetycznej, co przekłada się na stabilną pracę także przy wyższych prędkościach. Moc wrzeciona wynosi 2,2 kW przy prędkości obrotowej 18 000 obr/min. Pozycjonowanie odbywa się przez czujniki laserowe Banner (USA) o rozdzielczości sub-milimetrowej oraz enkoder pulsacyjny 2000 imp. Dokładność wiercenia mieści się w granicach 0,2 mm — w zakresie wymagań meblarskich dla otworów montażowych.
Agregat wykonuje otwory pod kołki, otwory pod mimośrody Minifix oraz otwory nieprzelotowe, na elementach o grubości 10–60 mm. Likwidacja osobnego stanowiska wiertarskiego oznacza oszczędność etatu operatora oraz uwolnienie ok. 100 m² powierzchni hali (sama wiertarka plus strefa odkładcza elementów). Synchronizacja okleinowania i wiercenia podnosi wydajność linii o ok. 30%.
Importerem i autoryzowanym przedstawicielem w Unii Europejskiej jest Marlotte Sp. z o.o. Każdy egzemplarz przed wysyłką do Klienta jest weryfikowany pod kątem kompatybilności z konkretnym modelem okleiniarki Odbiorcy.
Jak działa
Cykl pracy realizowany jest bez stałego udziału operatora — operator wyłącznie uzupełnia magazynek i odbiera gotową paletę.
Detekcja krawędzi elementu
Czujniki laserowe Banner (USA) o rozdzielczości sub-milimetrowej wykrywają wejście elementu w strefę pracy i przekazują sygnał do sterownika agregatu.
Synchronizacja z taktem okleiniarki
Moduł ruchu poziomego prowadzi głowicę w takt elementu, a enkoder pulsacyjny 2000 imp. mierzy ruch liniowy — pozycja otworu liczona jest od rzeczywistej krawędzi elementu, nie od stałego taktu okleiniarki.
Wiercenie boczne równolegle z okleinowaniem
Głowica magnetolewitacyjna podjeżdża do pozycji z przyspieszeniem 10 m/s² i wykonuje otwór w trakcie ruchu elementu przez okleiniarkę. Wrzeciono 2,2 kW, 18 000 obr/min, siła docisku do 1008 N (szczytowa).
Element gotowy do montażu
Element opuszcza okleiniarkę z gotowymi otworami montażowymi — pod kołki, mimośrody Minifix lub jako otwory nieprzelotowe — bez ręcznego transferu na osobną wiertarkę.
Efekt pracy
Przykładowe rezultaty obróbki — zdjęcia z dokumentacji producenta.



Zastosowania
- Wiercenie otworów pod kołki montażowe w bokach korpusów mebli kuchennych, szaf i biurowych
- Wiercenie otworów pod mimośrody Minifix — złącza meblowe
- Wiercenie otworów nieprzelotowych w elementach o grubości 10–60 mm
- Likwidacja osobnego stanowiska wiercenia po okleiniarce w linii produkcyjnej
- Produkcja seryjna i krótkoseryjna mebli korpusowych — pozycja otworu definiowana przez program zapisany w sterowniku agregatu
Konstrukcja i komponenty
Komponenty uznanych producentów, układ bezpieczeństwa zgodny z Dyrektywą Maszynową, pełna dokumentacja CE zawarta w cenie maszyny.
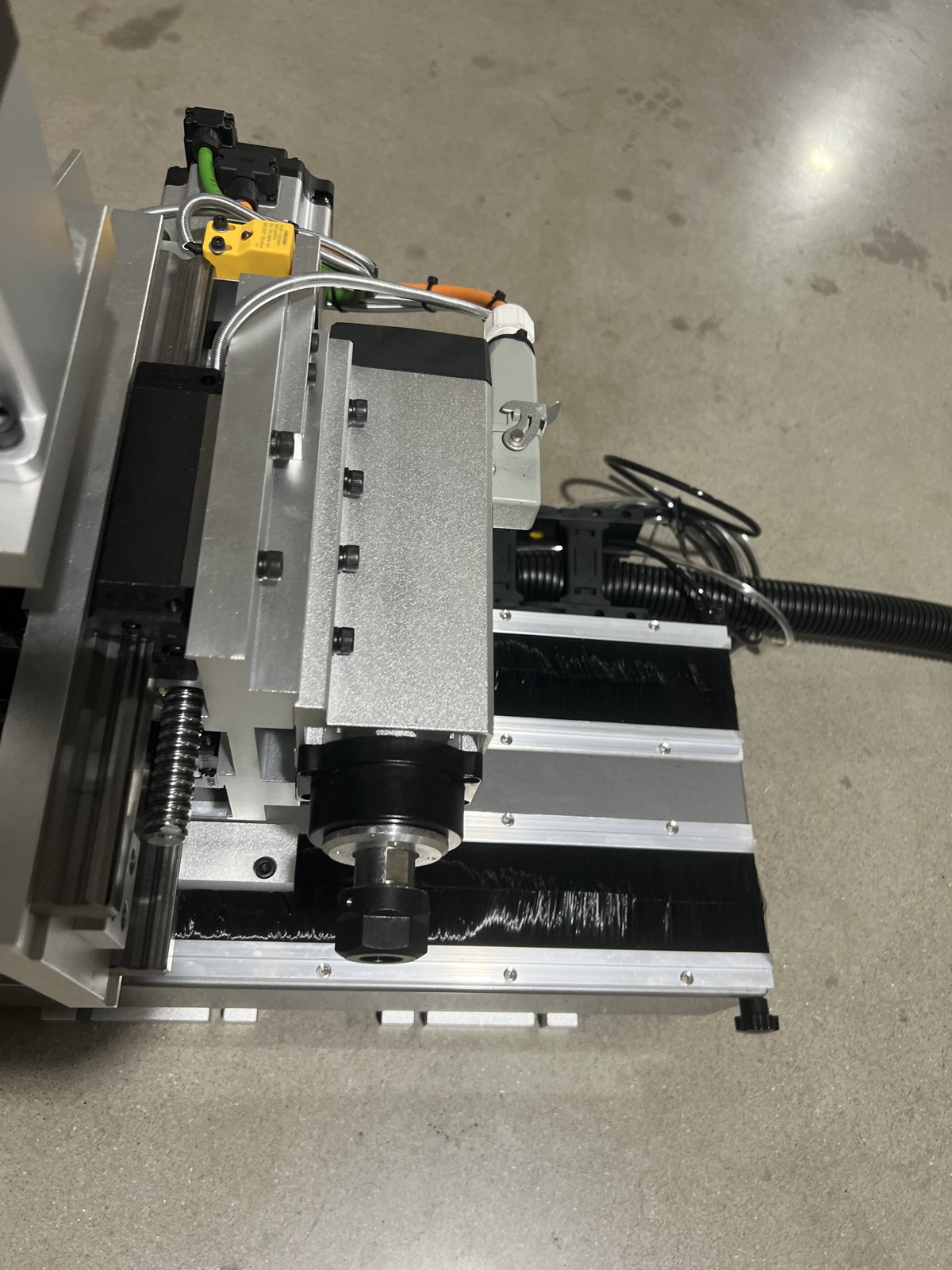
Magnetolewitacyjna głowica wiercąca
Napęd magnetolewitacyjny o przyspieszeniu 10 m/s² i charakterystyce wyrzutni elektromagnetycznej. Brak tarcia i luzów mechanicznych — utrzymanie dokładności wiercenia 0,2 mm. Moc wrzeciona 2,2 kW, prędkość obrotowa 18 000 obr/min, siła docisku szczytowa 1008 N / ciągła 276 N.
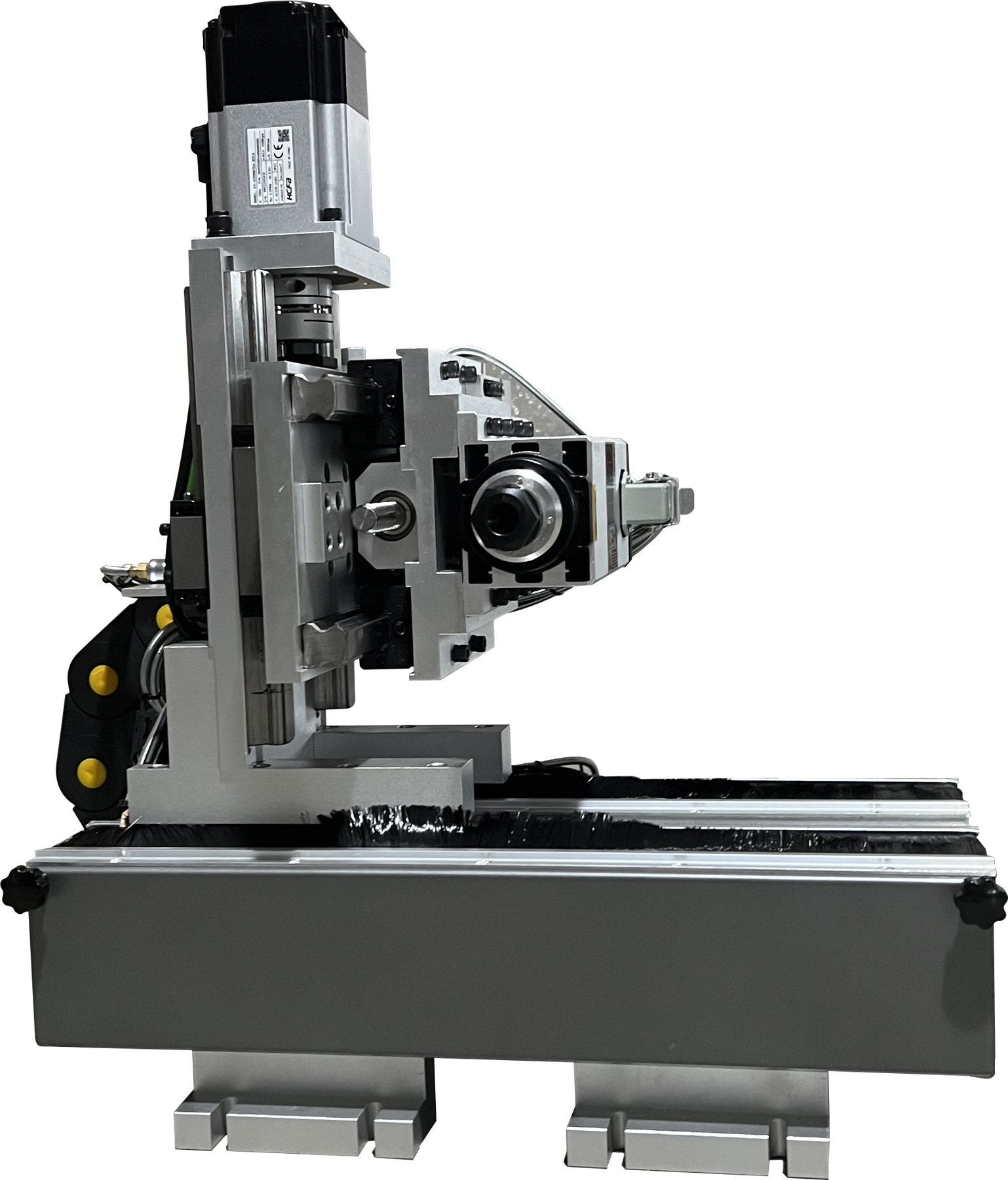
Zespół ruchu — sześć modułów napędowych
Agregat składa się z modułu ruchu poziomego i pionowego, modułu wiercącego, silnika obrotowego oraz dwóch serwomotorów — podawania i podnoszenia. Razem zapewniają pozycjonowanie głowicy w trzech osiach synchronicznie z taktem okleiniarki.
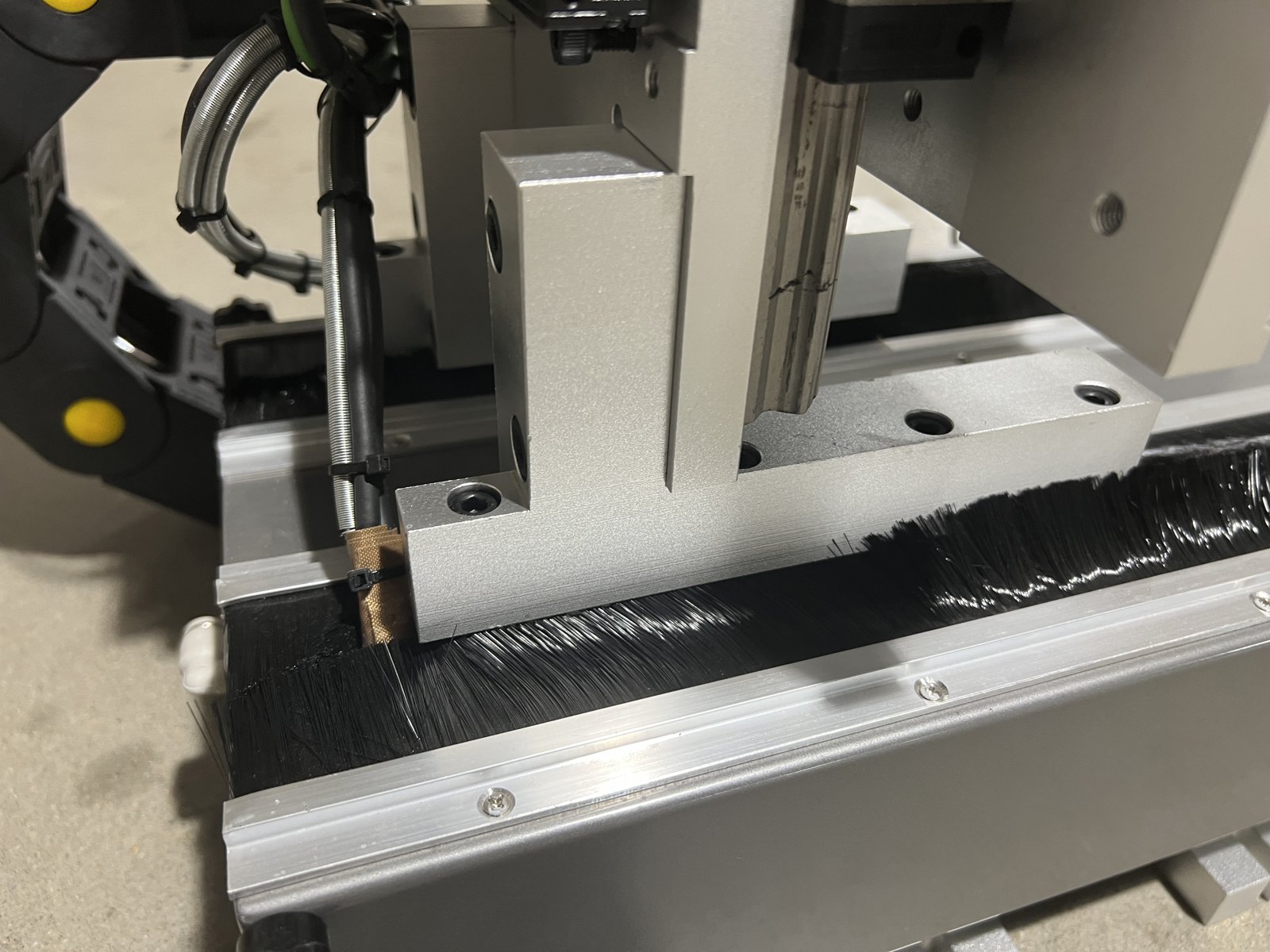
Czujniki Banner (USA) + enkoder 2000 imp.
Czujniki laserowe Banner skierowane na krawędź elementu zapewniają synchronizację taktu z dokładnością sub-milimetrową. Enkoder pulsacyjny 2000 imp. mierzy ruch liniowy elementu — pozycja otworu liczona jest od jego rzeczywistej krawędzi, co eliminuje nadmiarowe i brakujące otwory.
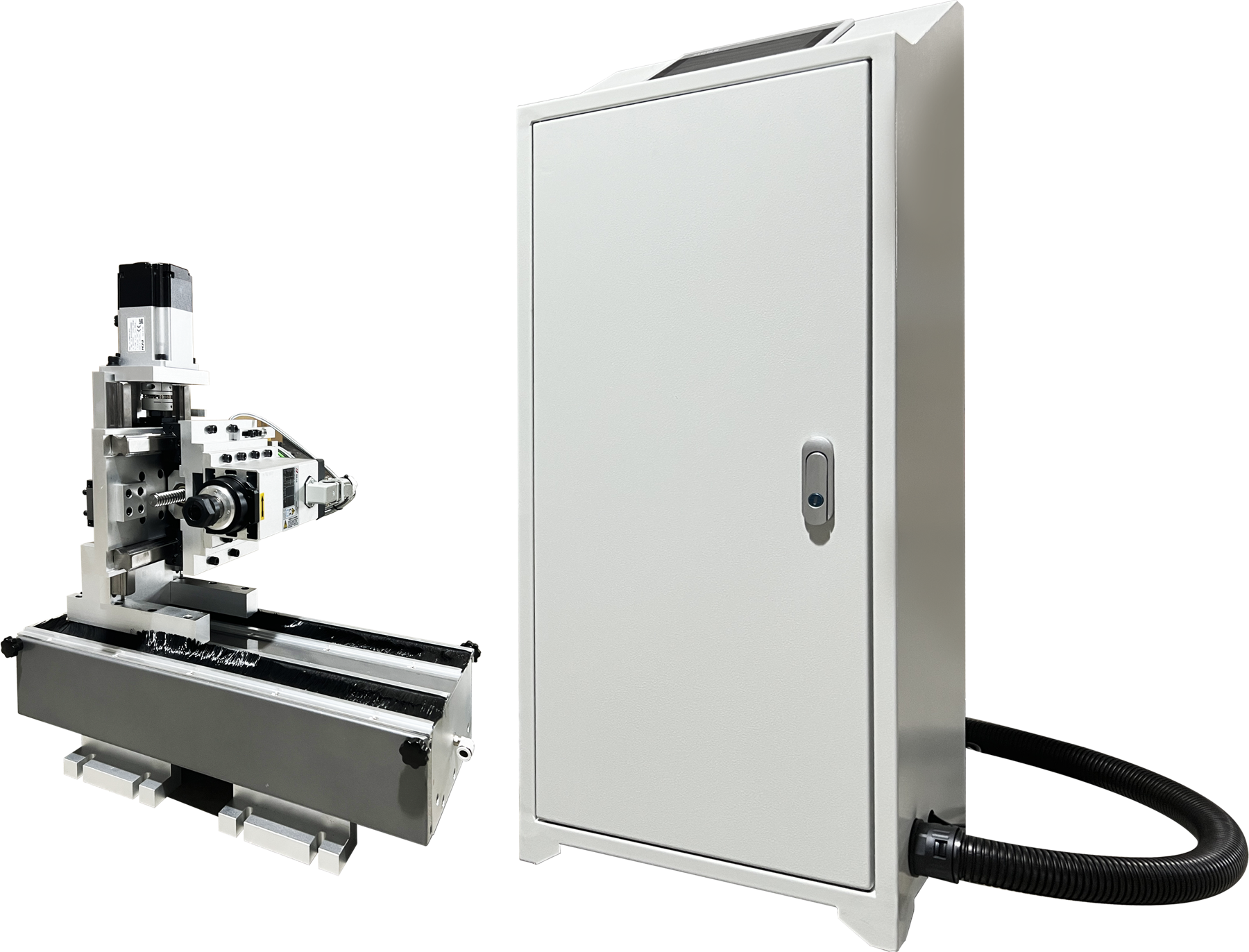
Wymiary instalacyjne i montaż
Moduł roboczy 590 × 465 × 417 mm, szafa sterownicza 400 × 260 × 965 mm. Zasilanie 380 V. Montaż poziomy, na podstawie okleiniarki. Przed zamówieniem weryfikujemy z Klientem dostępną przestrzeń oraz sposób mocowania.
Dokumentacja CE Marlotte
Deklaracja Zgodności WE, instrukcja obsługi w języku polskim oraz schemat elektryczny przygotowywane są przez Marlotte Sp. z o.o. jako importera odpowiedzialnego w UE. Tabliczka znamionowa Marlotte zamontowana fabrycznie.
Dane techniczne
- Zasilanie
- AC 380 V
- Moc wrzeciona
- 2,2 kW
- Prędkość obrotowa wrzeciona
- 18 000 obr/min
- Skok roboczy
- 290 mm
- Grubość obrabianego elementu
- 10–60 mm
- Dokładność wiercenia
- 0,2 mm
- Prędkość pracy (adaptacyjna)
- 0–30 m/min
- Siła docisku — szczytowa
- 1008 N
- Siła docisku — ciągła
- 276 N
- Przyspieszenie głowicy magnetolewitacyjnej
- 10 m/s²
- Enkoder
- 2000 imp.
- Czujniki pozycji
- Banner (USA), laserowy pomiar sub-milimetrowy
- Sposób montażu
- poziomy, na podstawie okleiniarki
- Wymiary modułu roboczego
- 590 × 465 × 417 mm
- Wymiary szafy sterowniczej
- 400 × 260 × 965 mm
Co dostajesz w cenie 30 600 zł netto
- Agregat fabrycznie nowy z szafą sterowniczą
- Transport do siedziby Odbiorcy na terenie Polski (kraje Unii Europejskiej — wycena indywidualna)
- Uruchomienie u Klienta realizowane przez technika serwisowego Marlotte: integracja z istniejącą okleiniarką, kalibracja, test produkcyjny
- Szkolenie operatorów (minimum 4 godziny): obsługa, programowanie pozycji otworów, konserwacja codzienna
- Komplet dokumentacji CE: instrukcja obsługi w języku polskim, Deklaracja Zgodności WE, schemat elektryczny
- Tabliczka znamionowa Marlotte Sp. z o.o. zamontowana fabrycznie na maszynie
- Gwarancja 12 m-cy obejmująca części oraz usługę serwisową
- Serwis pogwarancyjny w języku polskim: +48 510 765 550, serwis@marlotte.pl, poniedziałek – piątek, 8:00 – 16:00
Wyślij zapytanie — Agregat wiercący boczny do okleiniarki (synchroniczny)
Cena 30 600 zł netto. Odpowiadamy w 1 dzień roboczy z konkretną propozycją terminu i leasingu.